|
ПНД трубы (из полиэтилена низкого давления) хорошо поддаются свариванию и практичны в монтаже, поэтому их часто применяют в строительстве. Соединение труб между собой и деталями осуществляется при помощи сварки. Это можно сделать несколькими способами, но в любом случае получится прочное монолитное изделие.
Подготовка
Существует несколько видов сварки, которые отличаются в зависимости от воздействия на материал, поэтому первоначально следует определиться с методом проведения работ. Подробнее узнать о том, как проводится сварка ПНД труб: http://www.truby-vrn.ru/montazh-truboprovodov-iz-polimernich-trub можно на этом ресурсе или любом другом. А пока рекомендуется ознакомиться с основными видами и технологией проведения сварочных работ.Наиболее распространённые — это стыковая, муфтовая и электросварка. Их отличие в технологии проведения работ и применяемом оборудовании:
- Сварка труб встык. Выполняется специальным сварочным оборудованием и требует соблюдения определённой технологии. Стыковая сварка будет качественной только в том случае, если сварка производится одним швом. Производится сварочным аппаратом.
- Муфтовая сварка может успешно применяться даже в сложных условиях, когда осевое перемещение труб ограничено. В этом случае используют фитинги — различные муфты, тройники или уголки. Для процесса понадобится паяльник с комплектом специальных насадок. Суть метода заключается в том, что сваривание происходит посредством контакта с нагретой сварочной насадкой, изготовленной из металла.
- Электромуфтовая сварка отличается тем, что соединение элементов производится при помощи электромуфт. Для выполнения такой работы потребуется наличие электрофузионного сварочного аппарата.
Каждый способ обеспечивает достаточную целостность конструкции. К примеру, сварка ПНД труб электромуфтами целесообразна тогда, когда требуется не снижать уровень проходимости или пространство ограничено, и нет возможности разместить свариваемый агрегат.
Подготовка труб к сварке занимает важное место в процессе. От этого зависит точность и качество выполнения работ. Для начала устанавливают аппарат для сварки труб на ровную поверхность, подготавливают торцеватель и нагреватель. Эта стадия заключается в следующем. Трубы фиксируются в центраторе. Свариваемые элементы укладывают на одной высоте с центратором в нижние кольца и зажимают верхними полукольцами. Для выравнивания высоты можно применить специальные подставки или любые подручные материалы. Таким образом, фиксатор обеспечивает надёжное крепление одной трубы и перемещение другой.
После того как трубы фиксируются в центраторе, их необходимо свести при помощи гидравлики и проверить совпадение торцов. Следующим этапом будет проверка соосности зажима.
Торцевание

Для торцевания свариваемых элементов применяют специальное устройство — торцеватель. Он представляет собой дисковый рубанок, который следует установить на центратор между элементами конструкции. Этот этап необходим для того, чтобы максимально выровнять торцы труб и очистить их поверхность от возможных загрязнений. Порядок работы следующий:
- Установить торцеватель в центратор и закрепить его. Зачастую он фиксируется посредством автоматической защёлки. Проверить, сработал ли механизм и устойчиво зафиксирован.
- Подключить агрегат к электросети и включить его.
- Свести трубы и плотно прижать к торцевателю.
- Процесс торцевания заключается в том, что с обоих концов элементов будет сниматься слой стружки. Когда стружка будет образовывать не менее двух колец с обоих концов, можно завершить торцевание.
- Теперь следует сбросить усилие прижима до нуля, не выключая агрегат. Он должен произвести несколько оборотов.
- Развести трубы и выключить торцеватель из сети.
Выключать устройство сразу после торцевания не следует, поскольку это может стать причиной появления ступеньки на торцах изделий. После того как проведено торцевание, следует проверить совпадение торцов. Для этого нужно свести трубы вместе. Максимально допустимый зазор составляет не более 0,5 мм. Если этот показатель превышен, процесс повторяют. Свариваемый участок будет прочнее, если зазор получится минимальным или будет достигнуто точное совпадение торцов.
Сварка

Перед проведением сваривания нужно убедиться, что поверхность и внутренняя часть трубы чистые. При необходимости остатки стружки удаляют чистым инструментом, не касаясь элементов руками. Процесс варки состоит из нескольких стадий и заключается в следующем:
- Первоначально разогревают нагревательный элемент до требуемой температуры и дают распределиться по поверхности.
- Оплавление. Нагревательный элемент прижимают к поверхности и удерживать до тех пор, пока торцы не начнут течь. Таким образом, заполняются пустоты и нагрев торца будет равномерным, без воздушных прослоек. Продолжают до тех пор, пока не будет достигнута требуемая величина грата.
- Нагрев. На этой стадии происходит глубокий прогрев торцов. Время расплава и величину грата можно узнать в таблице сварки.
- Стадия технологической паузы. Она заключается в том, что трубы разводят, убирают нагревательный элемент и затем снова соединяют торцы вместе.
- Осадка шва. На этом этапе трубы прижимают друг к другу со значительным усилием, используя график нарастания прижима. Время прижима превышать не следует.
Все необходимые параметры, такие как время осадки, давление при расплаве и прочие указываются в сварочных таблицах. Данные параметры следует строго соблюдать, поскольку от этого зависит качество шва.
Остывание
После того как нагревательный элемент отводится, начинается фаза остывания. Трубы, сведённые под определённым (расчётным) давлением сводятся вместе и выдерживается время для остывания стыка. В это время будет окончательно сформирован внутренний и наружный грант. Всё время остывания необходимо поддерживать усилие прижима труб, и так до достижения определённой температуры. Изначально поверхность представляет собой горячее кольцо, которое будет уменьшаться в размерах по мере охлаждения. Как правило, это занимает большую часть времени, чем все остальные процессы. По его истечении полукольца центратора раскрывают и освобождают готовое изделие.
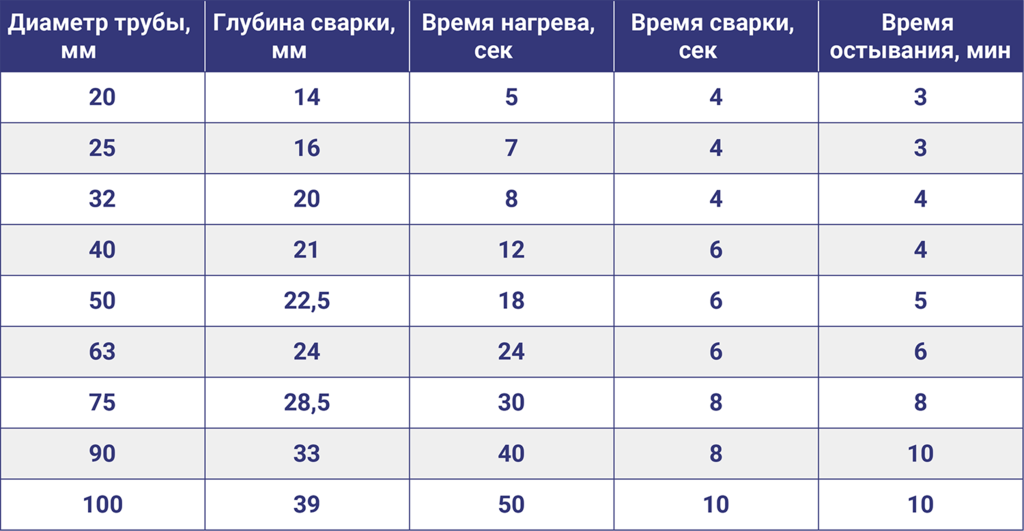
Чем точнее будет соблюдена технология сварки ПНД труб, тем качественнее, прочнее и долговечнее будет готовое изделие. Все параметры для её соблюдения указываются в специальной таблице, которая прилагается к конкретному аппарату для сварки труб. Использовать её для других агрегатов нельзя, поскольку они существенно отличаются.
|